I. The Hidden Critical Factor in Liquid Cooling Tube Insertion: Assembly Quality of Hose and Connector
In server liquid cooling systems, the liquid cooling tube insertion process directly determines whether the cooling circuit is reliably sealed and whether operation and maintenance are efficient. However, many people focus only on the insertion action itself, overlooking a more fundamental step — the precision assembly of the hose and the quick-disconnect connector.
If the hose end face is uneven, if the connector seal is misaligned, or if the assembly force is insufficient leading to loosening, then no matter how standardized the subsequent liquid cooling tube insertion operation is, the risk of leakage remains. It can be said that the assembly quality of the hose and connector is the critical foundation for the success of the liquid cooling tube insertion process. And this foundation is increasingly being built by automated equipment.
II. How Automated Assembly Empowers Liquid Cooling Tube Insertion: Analysis of 8 Precision Processes
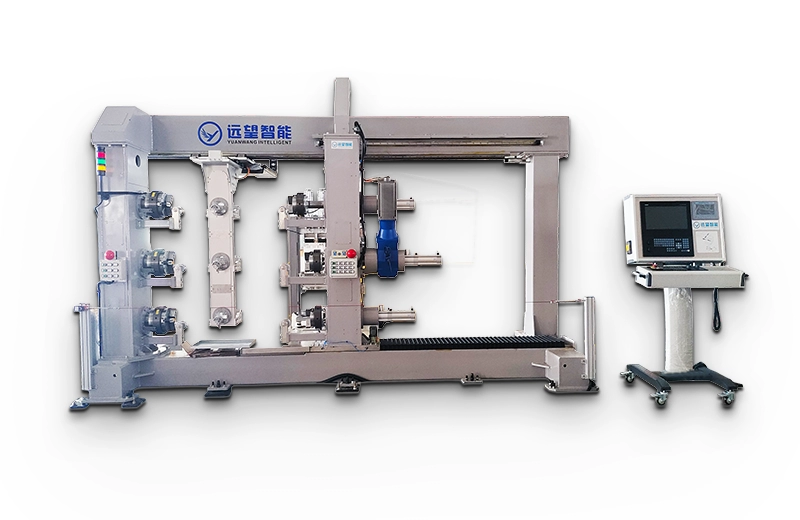
Shenzhen Yuanwang Industrial Automation Equipment Co., Ltd. (Yuanwang Intelligence) has long focused on the field of automated hose handling. For the ultra-flexible hoses and quick-disconnect connectors commonly used in liquid cooling systems, the company has developed a rigorous set of automated assembly processes. Below is a detailed analysis of how each process ensures high-quality liquid cooling tube insertion.
Process 1: Automated Hose Feeding
The coiled hose is precisely fed by a servo-driven feeding mechanism, ensuring consistent length for each hose segment.
Significance for liquid cooling tube insertion: Length consistency ensures proper routing of the tube during subsequent insertion and avoids tensile or compressive stress on the connector. Servo control can keep length error within ±0.5 mm.
Process 2: Automatic Label Wrapping
A traceability label is attached to each hose section, allowing full tracking by the MES (Manufacturing Execution System).
Significance for liquid cooling tube insertion: If a leak occurs after insertion, the label enables rapid traceability to the specific batch, process parameters, and even the machine involved, greatly shortening troubleshooting time. This is especially critical for large-scale data center deployment.
Process 3: Fixed-Length Cutting
A rotary cutter produces a clean, burr-free end face, providing an excellent surface for subsequent insertion.
Significance for liquid cooling tube insertion: An uneven or burred hose end face can scratch the seal ring or cause seal shearing during connector insertion, directly leading to leakage. The rotary cutter ensures perpendicularity and smoothness of the cut face, providing the first physical safeguard against leaks.

Process 4: Handling Mechanism Pickup
A handling mechanism transfers the cut hose to the assembly station.
Significance for liquid cooling tube insertion: This avoids direct human contact with the hose end, preventing secondary contamination or deformation, and preserves the hose in its original state before assembly.
Process 5: Vision-Guided Component Pickup
A robotic arm combined with CCD vision recognition precisely picks the quick-disconnect connector and other components.
Significance for liquid cooling tube insertion: The orientation and position of the quick-disconnect connector must be strictly aligned with the hose. CCD vision identifies the locating key slots on the connector, ensuring correct pickup posture and preventing misalignment that could lead to seal failure during subsequent insertion.
Process 6: Component Air Tightness Test and Lubrication
Each connector is first tested for air tightness; after passing, lubricant is automatically applied to reduce insertion resistance.
Significance for liquid cooling tube insertion: Connectors may have micro-cracks or seal defects. Performing 100% air tightness testing before assembly prevents defective components from reaching the insertion stage. Controlled lubricant application stabilizes insertion force and avoids seal twisting or shearing due to uneven lubrication.
Process 7: Compression Assembly
A moving mechanism simultaneously clamps the hose and the connector, moves them toward each other, and applies compression force to complete the assembly.
Significance for liquid cooling tube insertion: Moving both parts toward each other rather than pushing one into a stationary part ensures coaxiality between hose and connector. The compression force is dynamically adjusted according to the hose material. For materials that are softer than conventional liquid cooling hoses (as handled by Yuanwang Intelligence), this prevents the hose from buckling or deforming at the locating feature.
Process 8: Assembly Seated Detection
A displacement sensor or force‑displacement curve determines whether the assembly is fully seated.
Significance for liquid cooling tube insertion: This is the most critical error‑proofing step. The force‑displacement curve detects “not fully inserted” or “over‑inserted” conditions. Only components that pass seated detection proceed to the next locking or packaging step, ensuring that every delivered hose‑connector assembly fully meets the interface standards for liquid cooling tube insertion.

III. Why “Softer Hoses” Actually Demonstrate Technical Advantage
Conventional server liquid cooling hoses are often made of EPDM or PFA, which have a certain rigidity. In contrast, the hoses handled by Yuanwang Intelligence’s automation system are softer than typical liquid cooling hoses — such materials impose higher demands on feeding stability, deformation control during cutting, and alignment and pressure control during assembly.
The ability to consistently handle “softer, more challenging” hoses means that when dealing with standard liquid cooling hoses, the process margin (i.e., tolerance range) is larger and yield rates are higher. This technical capability is directly transferable to upstream assembly steps for liquid cooling hoses, providing more stable and consistent components for the liquid cooling tube insertion process.
IV. Conclusion
The reliability of the liquid cooling tube insertion process depends not only on the insertion action itself, but also on whether the hose and connector have been precisely and consistently assembled. Through eight automated processes — feeding, labeling, cutting, vision pick, air tightness testing, lubrication, compression assembly, and displacement/force‑curve seated detection — the assembly of hoses and quick‑disconnect connectors can be transformed from “operator‑dependent feel” into “data‑driven, traceable, zero‑defect” batch production.
Shenzhen Yuanwang Industrial Automation Equipment Co., Ltd. (Yuanwang Intelligence) provides this rigorous automated process to deliver solid technical support for the upstream steps of liquid cooling tube insertion in server liquid cooling systems. As liquid cooling penetration continues to rise, automated hose assembly will become the “invisible cornerstone” of high‑density data center construction.