Foreword
Plastic part welding is often a “seems simple, but easily botched” step in many manufacturing industries. Insufficient weld strength, sealing failure, excessive heat-affected zone (HAZ) leading to distortion, inability to join dissimilar materials – these problems are common on production floors dealing with plastic components. Many companies spend heavily on mold tooling only to end up with massive scrap due to incorrect welding process selection.
Shenzhen Yuanwang Industrial Automation Equipment Co., Ltd. (Yuanwang Intelligence) has been engaged in the field of automation equipment for many years and has accumulated rich practical project experience, and will systematically analyze the six most mainstream plastic welding processes in the current industry.
These six processes are: laser welding, ultrasonic welding, hot plate welding, hot staking, infrared welding, and spin (rotary friction) welding. The following sections explain the principle, suitable applications, and limitations of each process.
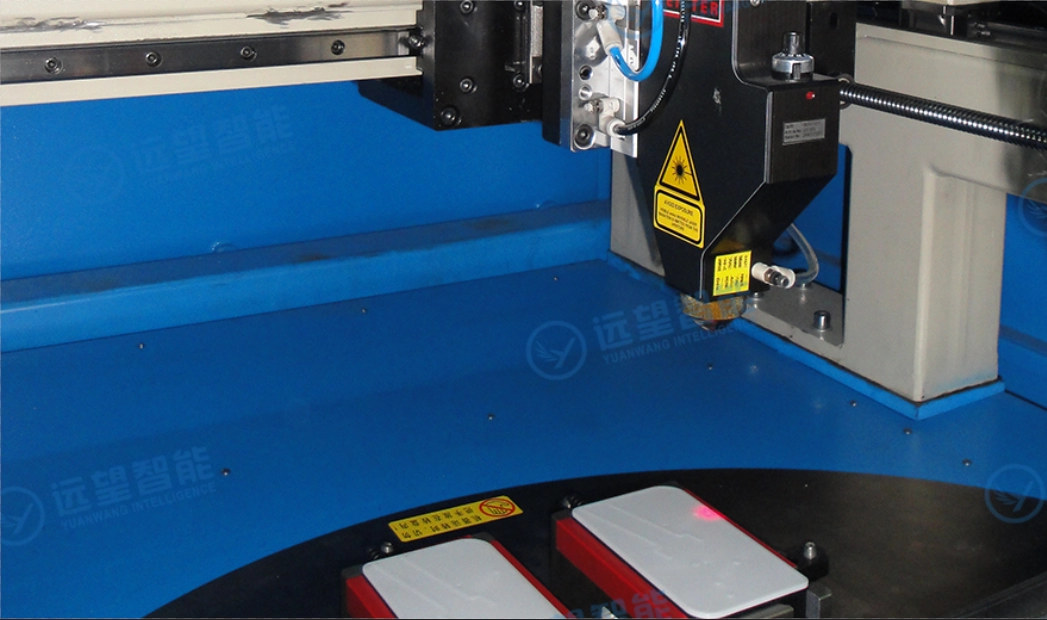
1. Laser Welding – The “Scalpel” of Precision Welding
Principle: Laser welding uses a high-energy-density laser beam to irradiate the surface of the plastic workpiece. The light energy is converted into heat, melting the material at the interface, which then cools and solidifies under pressure to form a joint. The transmission welding method is typically used: the upper plastic is transparent to laser light, while the lower plastic absorbs the laser energy. The laser passes through the transparent layer and is converted into heat at the interface by the absorbing layer, achieving selective heating.
Key advantages:
· Extremely narrow weld seam: can be controlled within 0.2–1.0 mm
· Small heat-affected zone (HAZ): minimal thermal damage to surrounding material, suitable for assemblies containing electronic components
· High precision: with vision positioning and galvanometer scanning, complex weld paths can be achieved
· Non-contact, vibration‑free: eliminates mechanical stress on delicate parts
· High cleanliness: no flash or particle contamination, meets medical and food‑grade requirements
Typical applications: Medical consumables (microfluidic chips, infusion filters); automotive electronics (sensor housings, headlamps); plastic assemblies containing PCBs.
Main limitations: High equipment investment; requires specific optical properties for the two layers (one must be transmissive, the other absorptive); dark or filled/modified materials need special tuning.
2. Ultrasonic Welding – The Fastest “Instant Bonding”
Principle: Ultrasonic welding uses a converter to transform high‑frequency electrical energy (typically 15–40 kHz) into mechanical vibration, which is amplified by a booster and transmitted to the welding horn. The horn presses against the plastic workpiece; the high‑frequency vibration generates intense friction at the joint interface, causing the local temperature to rise sharply to the melting point. The material melts and then solidifies under holding pressure to complete the joint. The entire process usually takes no more than 0.5–2 seconds.
Key advantages:
· Extremely fast cycle times: 1–3 seconds per part, ideal for high‑volume production
· No external heat source: energy is concentrated at the interface, leaving the workpiece surface with minimal thermal effects
· High joint strength: can achieve strength comparable to the base material
· Suited for precision joining: works for tiny plastic parts and also for joining metal to plastic (e.g., aluminum to PC)
Typical applications: Consumer electronics (charger housings, earbud cases); automotive interiors (door panel clips, instrument panel components); medical disposables (syringes, catheter connectors); textile and packaging industries.
Main limitations: Part size limited by horn dimensions; requires a certain material stiffness – overly soft or elastic materials do not transmit vibration well; near‑field welding works best – far‑field welding requires careful design.

3. Hot Plate Welding – The “Workhorse” for Large Plastic Parts
Principle: Hot plate welding uses an independently heated metal tool whose surface matches the contour of the workpieces to be joined. The workpieces are clamped and brought toward the hot plate, so that the surfaces to be welded contact the hot plate and melt to a preset depth (typically 0.5–2 mm). The hot plate is then quickly retracted, and the two workpieces are pressed together and cooled under pressure to solidify.
Key advantages:
· Capable of welding large parts: hot plate area can exceed 1 m
· Broad material compatibility: no requirement for optical transmission or vibration conductivity
· Good sealing performance: suitable for products requiring airtightness or watertightness
· Stable weld strength: wide process window, high tolerance for incoming part dimensional variations
Typical applications: Automotive components (intake manifolds, windshield washer tanks, rear lamp assemblies); home appliances (washer balance rings, water tanks); industrial containers (battery cases, hydraulic oil reservoirs).
Main limitations: Relatively long heating and cooling cycles (typically 15–60 seconds); may produce slight stringing or flash that requires post‑processing; high tooling change cost – not suitable for frequent changeover.

4. Hot Staking – The “Bridge” for Joining Plastic to Dissimilar Materials
Principle: Hot staking is specifically used to form a head on a plastic stud (boss) through thermal deformation, thereby mechanically locking another material (typically metal, PCB, or other plastic part) between the staked head and the base plate. A heated staking tip, heated above the plastic’s melting point, is pressed onto the top of the plastic stud, softening it and forming it into a specified shape (hemispherical, flush, or flared). Upon cooling, the staked head solidifies, creating a permanent joint.
Key advantages:
· Joins dissimilar materials: metal, PCBs, fiberglass boards can be directly locked to plastic
· No consumables: no screws or adhesives required
· Space‑friendly: low stud height – does not consume extra Z‑axis space
· High repeatability: process can be monitored with servo pressure control
Typical applications: Automotive electronics (ECU housings – locking PCBs to plastic bases); consumer electronics (staking metal shields to plastic frames); medical devices (fixing metal sensors to plastic housings).
Main limitations: Requires pre‑designed plastic studs; tip shape and stud dimensions must be precisely matched; for some brittle plastics (e.g., highly filled nylon), temperature and time must be carefully controlled to prevent cracking.
5. Infrared Welding – The “Complex Contour Expert” with Non‑Contact Heating
Principle: Infrared welding uses infrared radiant heaters (typically quartz lamps or ceramic infrared emitters) to heat the joint surfaces without contact. Infrared radiation passes through air and is absorbed by the plastic surface, causing the material to melt. After heating, the radiation source is withdrawn, and the two workpieces are pressed together and cooled.
The key difference from hot plate welding is that the infrared heater does not contact the workpiece.
Key advantages:
· Non‑contact heating: avoids material sticking and surface contamination – suitable for cleanroom environments
· Works well with complex contours: using contoured radiators or scanning heating, 3D curved surfaces can be processed
· Low thermal damage: radiant heating is uniform and gentler on heat‑sensitive materials
· Easy to automate: no interference issues caused by withdrawal of a hot plate
Typical applications: Automotive lighting (complex‑curved rear lamps); medical consumables (complex‑shape devices with microfluidic channels); precision filters.
Main limitations: Higher equipment cost than conventional hot plate welding; heating efficiency depends on the plastic’s infrared absorption (different colors and fillers require adjustment); significant difference in heating behavior between dark and transparent materials.
6. Spin (Rotary Friction) Welding – The “Specialist” for Round Parts
Principle: Spin welding clamps one workpiece in a rotating spindle while the other is held stationary. The spindle rotates the workpiece at high speed (typically 500–4000 rpm) while applying axial pressure, causing frictional heating at the interface. Once the material reaches a molten state, the spindle stops abruptly and a forging pressure is applied, allowing the joint zone to cool under pressure and achieve a solid‑state bond.
Key advantages:
· High weld strength: can meet or even exceed the strength of the base material
· Extremely efficient for rotationally symmetric parts: a single rotation cycle completes the weld
· Can join dissimilar materials: e.g., PP to PE, nylon to metal
· No external heat source: energy comes entirely from friction
Typical applications: Pipes and valves (PPR fittings, gas valve bodies); filter elements (circular filter housing sealing); beverage bottle caps (anti‑counterfeit cap inner stopper fixation); round electrical housings.
Main limitations: Only suitable for circular or rotationally symmetric parts; the welding process produces flash that may require post‑processing; requires good concentricity and clamping rigidity of the workpieces; not suitable for hollow housings that already contain internal parts (friction may cause internal damage).

Selection Reference Table (Quick Decision Guide)
| Process | Suitable shape | Speed | Cost | Dissimilar materials | Sealing | Cleanliness |
|---|
| Laser welding | 2D / 3D curves | Fast | High | Limited | Excellent | Very high |
| Ultrasonic welding | Flat / small size | Very fast | Medium | Possible | Good | High |
| Hot plate welding | Large flat / sealed cavity | Slow | Medium | Limited | Excellent | Medium |
| Hot staking | Stud / boss structure | Medium | Low | Excellent | N/A | Medium |
| Infrared welding | Complex contours | Medium | Medium‑high | Limited | Excellent | High |
| Spin welding | Circular | Medium | Medium | Possible | Excellent | Medium |
Summary
No single welding process is “universal.” A truly professional approach is to define the welding requirements from the product design stage – material temperature sensitivity, need for sealing, production volume, compatibility with dissimilar materials – and then select the most suitable process accordingly.
Yuanwang Intelligence (Shenzhen Yuanwang Industrial Automation Equipment Co., Ltd.) has over a decade of experience in equipment development and integration for plastic welding automation. From precision optical systems for laser welding, to amplitude control for ultrasonic welding, to servo‑pressurization mechanisms for large hot plate welding – we have mature technical solutions. If you are struggling with plastic part welding process selection or yield issues, we welcome the opportunity to discuss.